مقدمه
پرینت سه بعدی صنعتی، تاثیر شگرفی بر دنیای تولید داشته است. تولید سریع نمونه ها در چند روز ممکن شده است، پیشرفت ها در زمینه ی انتخاب مواد قابل توجه بوده و طراحی های غیر قابل تولید، راهی مناسب برای تولید شدن یافته اند. اخیرا، برخی شرکت ها تولید قالب های تزریقی با استفاده از این تکنولوژی را آغاز کردهاند.توصیه ما چیست؟ در اکثر موارد، از پرینت سه بعدی برای تولید قطعات نمونه و محصول نهایی استفاده نمایید اما در تولید قالب ها از آن استفاده نکنید. اجازه دهید موضوع را بیشتر بررسی کنیم.
قالبهایی که با روش پرینت سه بعدی ترموپلاستیک ها ساخته میشوند مشابه انباری های پلاستیکی موجود در حیاط پشتی خانهی بسیاری از ما است. از انباری های فلزی کمی ارزانتر هستند. سریع ساخته میشوند و تحت بارهای سبک، بسیار خوب عمل میکنند. اما اگر مقدار زیادی برف روی آنها تلنبار شود، مانند یک خانه ی پوشالی فرو میریزند.
با این وجود، قالب های پرینت شده جایگاه خود را دارند و بسیاری از فروشندگان، از طریق آنها سودهای خوبی کسب کردهاند. طرفداران این قالب ها معتقدند پرینت سه بعدی، نسبت به فرآیندهای سنتی تولید قالب تا 90 درصد سریعتر و تا 70 درصد ارزانتر، قالب ها را تولید میکند. در حالی که این موضوع تحت شرایط خاصی صحت دارد، اما باید مزایا و معایب قالبهای پلاستیکی پرینت شده را در مقایسه با قالب های فلزی ماشینکاری شده بررسی نمود.
.jpg")
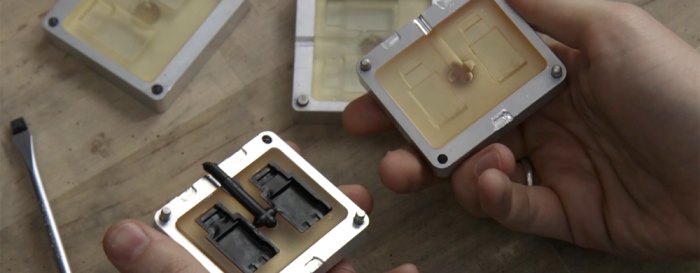
«با وجود تاکید ما بر استفاده از پرینت سه بعدی برای تولید نمونه و قطعات آمادهی مصرف و عدم استفاده از این روش برای تولید قالبها، قالبهای تولید شده توسط پرینت سه بعدی، همانند شکل، جایگاه خود را دارند.»
کیفیت
پرینت سه بعدی قطعات را به صورت لایه لایه، میسازد. به همین دلیل، قطعات پرینت شده در سطوح زاویه دار یا دیواره ها به صورت پله پله خواهند بود. قالب های پرینت شده نیز تفاوتی ندارند و برای از بین بردن این لبه های کوچک و دندانه دار نیازمند ماشینکاری یا سنباده زنی هستند. حفره های کوچکتر از 0.039 اینچ (1 میلیمتر) باید مته شوند، حفره های بزرگتر برقو یا داخل تراشی شوند و اجزای دنده دار قلاویز یا فرز شوند. تمام این عملیات ثانویه باعث از بین رفتن مزیت سرعت بالای تولید قالب های پرینتی میشود.
اهمیت اندازه
حجم قطعات نهایتا میتواند 10 اینچ مکعب (164 سانتیمتر مکعب) باشد که به سختی هم اندازه ی یک گریپفروت است. با وجود این که ماشین آلات افزایشی مدرن دقت بسیار بالایی دارند، اما نمی توانند با مراکز ماشینکاری و تجهیزات EDM (ماشینکاری تخلیهی الکتریکی) در 3DHub رقابت کنند، چون این مراکز و تجهیزات به صورت معمول با دقت 0.003-/+ اینچ (0.076 میلیمتر) حفره های قالب را ماشینکاری میکنند و حجم قطعات میتواند تا حدود 59 اینچ مکعب، یعنی شش برابر قطعاتی که توسط پرینت سه بعدی تولید میشود، باشد.
وجود گرما
قالبریزی تزریقی به دمای بسیار بالا نیاز دارد تا مواد به درستی جریان پیدا کنند. قالب های آلومینیومی و فولادی معمولا تحت دمای 500 درجهی فارنهایت (260 درجهی سانتیگراد) یا بیشتر، به ویژه در هنگام فرآوری پلاستیکهای دما بالا مانند PEEK و PEI (Ultem)، قرار میگیرند. ابزارهای آلومینیومی به راحتی میتوانند هزاران قطعه تولید کنند و همچنین تا هنگام دسترسی به قالب تولید به عنوان ابزار واسط در امر ساخت محصولات نهایی مورد استفاه قرار گیرند. قالبهای تولید شده با روش استریولیتوگرافی و سایر تکنولوژیهای پرینت سه بعدی مشابه از رزینهای واکنشدهنده در مقابل نور که توسط پرتو فرا بنفش پخته میشوند، استفاده میکنند. این قالبهای پلاستیکی با این که نسبتا سخت هستند، تحت چرخه های گرمایی مورد نیاز در قالبریزی تزریقی به راحتی میشکنند. در واقع، قالب های پرینت شده عموما با 100 ضرب از پلاستیک نرم و داغ مانند پلیاتیلن یا استیرین، بلااستفاده میشود و تنها ممکن است تعداد کمی از قطعات پلی کربنات پر شده با شیشه و سایر ترموپلاستیکهای چقرمه را تولید نماید.
.jpg")
«قالب چه تک حفره باشد چه چند حفره، شکل دهی آلومینیوم عموما روش بهتری برای ساخت قالب است»
هزینه های مشابه
یکی از بزرگترین مزیتهای قالب پرینت شده، قیمت پایین است. طرفداران این قالب ها معتقدند هزینه ابزارکاری محصولات ماشینکاری شده زیاد است و در یک مقایسه ی منطقی این هزینه برای قالبهای پرینت شده بسیار کمتر است. تخمین هزینه برای قالب های پرینت شده تنها مربوط به مواد است و شامل مواردی چون دستمزد مونتاژ و سوار کردن، سیستمهای خارج کننده و ادوات گوناگون، نمیشود. به قطعات بیشتری نیاز دارید؟ در قالبهای پرینت سه بعدی، قالب را باید پرینت کنید، قطعات را مونتاژ کنید و برای هر 50 الی 100 ضرب، قالب جدیدی را آزمایش کنید. ابزارکاری آلومینیوم چنین محدودیتهایی ندارد و بدون توجه به پلاستیک مورد استفاده، پس از حدود 1000 ضرب نیاز به تعمیرات خواهد داشت. علاوه بر این، اگر شما گزینه ی تولید بر مبنای تقاضای ما را برای قالبریزی تزریقی انتخاب کنید، عمر قالب نامحدود خواهد بود و قالب های بدون استفاده برای سه سال توسط ما انبار میشود. همچنین انواع قالب تک حفره و چند حفره نیز قابل عرضه خواهد بود (همانند شکل فوق).
طراحی قطعه
اصول و اقدامات قالبسازی تزریقی سنتی بیش از صد سال است که مورد استفاده قرار گرفته و در صنعت، کاملا مورد قبول است. قالبهای پرینت شده تقریبا جدید هستند. برای مثال، هنگامی که زوایای خروج از قالب باید به بیش از 5 درجه افزایش یابند، به وضوح از ملزومات اغلب ابزارکاریهای آلومینیوم فراتر خواهد بود. خارج کردن قطعات پلاستیکی از یک قالب پلاستیکی میتواند چالشبرانگیز باشد، پس باید دقت نظر بیشتری در مورد مکان و کیفیت پینهای خارجکننده اعمال شود. قالبهای پلاستیکی، به ویژه در دماهای بالا، تا حدودی انعطافپذیر هستند، در نتیجه ایجاد دیواره های ضخیم تر در حفره ها و فشارهای عملیاتی کمتر، عادی خواهد بود. طراحی ورودی ها نیز متفاوت خواهد بود. از ایجاد تونل و ورودی های نقطه ای خودداری کنید، علاوه بر این ورودی های راهگاه، بادبزنی و زبانهای باید 3 برابر اندازهی نرمال خود شوند. جریان پلیمر درون قالب پرینت شده باید با خطوط پرینت سه بعدی هم جهت باشد تا از چسبندگی جلوگیری شود و پرکنندگی در فشارهای تزریق پایین تر افزایش یابد. سیستمهای خنک کننده تا حدودی میتوانند طول عمر قالبها را افزایش دهند اما چون ابزار پلاستیکی به خوبی ابزار آلومینیومی و فولادی توانایی پخش کردن گرما را ندارند، زمان چرخه ی طولانی ذاتی در قالبهای پرینت شده را کاهش نخواهند داد.
مکان و زمان
با وجود مزایای قالبریزی تزریقی سریع با ابزارهای آلومینیومی، مواقعی وجود دارد که استفاده از قالب های پرینت شده معقول به نظر میرسد. در فروشگاه هایی که دستگاه پرینت سه بعدی بیکار دارند و زمان کافی برای انجام آزمون و خطا جهت استفاده از قالبهای پرینت شده دردستگاه قالبریزی تزریقی را در اختیار دارند، دلیل کافی برای استفاده از این تجهیزات وجود دارد. قطعا، طراحان قالب باید چگونگی ساخت یک ابزار کارآمد یا دوباره کاری پر هزینه را درک کنند و ساخت دوباره ی قالب ها باید مدنظر قرار گیرد. پشتیبانی از افراد و تجهیزات نیز باید مورد توجه قرار گیرد، با وجود تفاوت های عمده در شاخص های مورد استفاده افراد در ابزارکاری سنتی باید ماشینکار و ابزارساز در سنباده زنی قالب، جای گذاری پین ها، بوش گذاری و سوار کردن ابزارآلات به کار گرفته شود و از اپراتور دستگاه قالبریزی تزریقی برای تنظیم ابعاد ضرب، دما و فشار دستگاه استفاده گردد.
با این حال، قالب های تزریقی تولید شده توسط پرینت سه بعدی در شرایط زیر، جایگزین قابل قبولی هستند:
· نیاز به تولید تعداد بسیار پایین از قطعات نسبتا ساده با زوایای خروج زیاد.
· در صورتی که تیم سازنده ی ابزار و قالب شما با قوانین طراحی قالبهای تولید شده با پرینت سه بعدی آشناست.
· افراد و ماشین آلات مورد نیاز برای تولید و مونتاژ ابزار پلاستیکی در دسترس است.
در حال حاضر، بهتر است از پرینت سه بعدی در بهترین جای ممکن استفاده کنید: پرینت قطعات، نه قالب ها.
در آخر تیم مشاوران 3DHUB برای مشاوره در خصوص قالب های فلزی و قالب های پرینت سه بعدی در خدمت شما هستند تا با راهنمایی کامل، شما را به سمت یک محصول بهتر هدایت کنند.






